 English
English русский
русский Español
Español عربى
عربى
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Jing Shi
Contenido
- 1 Por qué la chapa metálica requiere nivelación
- 2 Nivelación de martillo y llama
- 3 Prensa y Alisado Nivelación de Prensa
- 4 Nivelación con rodillos: desde enderezadoras simples hasta sistemas de precisión
- 5 Nivelación de tensión
- 6 Nivelación de laminación en caliente y laminación en frío
- 7 Nivelación hidráulica de precisión: el estándar industrial moderno
- 8 Nivelación de camilla
- 9 Cómo elegir el método correcto de nivelación de chapa metálica
- 10 Integración de la nivelación en una línea de producción completa
La nivelación de chapa es un paso crítico en la fabricación de metales moderna. Antes de que cualquier operación de corte, doblado, soldadura o estampado pueda ofrecer resultados consistentes, la materia prima debe ser genuinamente plana, no sólo visualmente plana, sino libre de tensiones y dimensionalmente estable. Elegir el método de nivelación incorrecto provoca el rechazo de piezas, retrabajos y fallas en el proceso posterior. Esta guía cubre todos los métodos principales de nivelación de chapa metálica, explica la física detrás de cada uno y le brinda un marco práctico para seleccionar el enfoque correcto según sus requisitos de material, volumen y precisión.
Por qué la chapa metálica requiere nivelación
La chapa sale del molino en forma de bobina. Durante el bobinado, la superficie exterior se estira mientras la superficie interior se comprime, bloqueando tensiones opuestas en la estructura de grano del material. Cuando los centros de servicio desenrollan, enderezan y cortan la lámina, esas tensiones no desaparecen por completo: permanecen atrapadas dentro de lo que parece ser una pieza plana de metal.
El problema se hace visible en el momento en que se aplica un proceso de corte térmico como el corte por láser o plasma. El calor libera las tensiones bloqueadas y las piezas se deforman, se arquean o desarrollan ondas en los bordes y el centro. La misma distorsión se produce después del punzonado o corte fino. Incluso las piezas cortadas mecánicamente exhiben tensión residual que distorsiona la geometría durante el conformado o soldadura posterior.
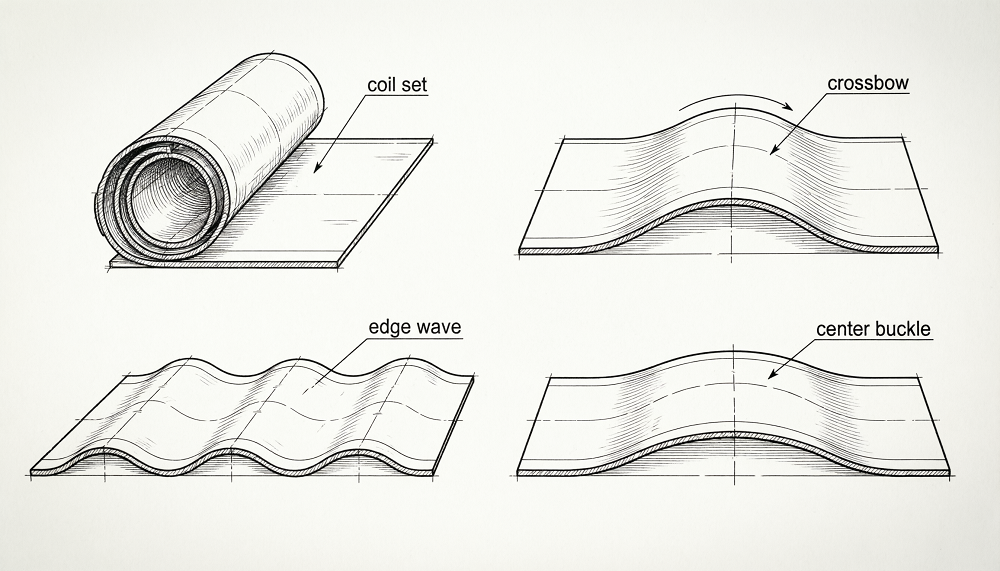
Los defectos comunes de planitud que debe abordar la nivelación incluyen:
- Conjunto de bobinas: un arco longitudinal que sigue la dirección de bobinado, más severo hacia el núcleo de la bobina.
- Ballesta: un arco transversal perpendicular a la dirección de rodadura, con el centro elevado por encima de los bordes.
- Onda de borde: Bordes ondulados causados por tensión de compresión en las zonas del borde en relación con el centro.
- Hebilla central: Pandeo localizado en el centro de la lámina donde el centro es más largo que los bordes.
- Giro: Distorsión diagonal a lo largo de la superficie de la pieza, a menudo introducida durante el corte o manipulación asimétricos.
Cada tipo de defecto tiene un perfil de tensión diferente y, por lo tanto, responde de manera diferente a cada método de nivelación. comprensión normas de planitud de chapa antes de seleccionar un proceso de nivelación le permite definir un criterio de aceptación medible y evitar disputas en la puesta en servicio.
Nivelación de martillo y llama
La nivelación con martillo es el método de nivelación de chapa más antiguo y sigue utilizándose hoy en día para situaciones específicas en las que la nivelación con máquina no es práctica. Un operador experimentado golpea la lámina con un martillo siguiendo un patrón deliberado, estirando las zonas comprimidas y aliviando las concentraciones de tensión locales. La nivelación de llama funciona según un principio relacionado: una antorcha calienta un área localizada, provocando expansión térmica; A medida que la zona se enfría y se contrae, atrae el material circundante hacia el punto calentado, corrigiendo la curvatura local.
Ambos métodos exigen una habilidad significativa. Los resultados dependen directamente de la capacidad del operador para leer la pieza, juzgar la distribución de tensiones y aplicar la energía adecuada en la secuencia correcta. No hay dos operadores que produzcan resultados idénticos y ninguna pieza puede reproducirse con certeza. Una sola pieza puede tardar entre 30 minutos y varias horas en nivelarse, dependiendo de la gravedad de la distorsión y la complejidad de la pieza.

Cuando nivelar con martillo y llama tiene sentido
- Estructuras o piezas soldadas ya ensambladas que no pueden pasar por una máquina de rodillos.
- Volúmenes de producción muy pequeños donde el coste de instalación de la máquina no está justificado.
- Piezas irregulares o con formas personalizadas que las guías de las máquinas no pueden acomodar.
- Corrección in situ de componentes terminados donde la tolerancia dimensional es moderada.
Para entornos de producción donde el rendimiento, la repetibilidad o las tolerancias de planicidad de precisión son importantes, la nivelación con martillo y llama no es adecuada. El factor humano hace imposible garantizar resultados consistentes en un lote.
Prensa y Alisado Nivelación de Prensa
Una prensa enderezadora sostiene la hoja o placa en dos puntos y aplica un troquel de formación para presionar el material hasta quedar plano entre esos puntos de soporte. El proceso apunta a ubicaciones específicas en la parte donde se concentra la distorsión. Por lo general, se necesitan varios ciclos de prensa antes de que la pieza alcance una planitud aceptable, ya que cada golpe de prensa corrige un área y al mismo tiempo introduce tensión en zonas adyacentes.
Algunos fabricantes utilizan plegadoras como niveladores improvisados, lo que es viable para corregir una sola deformación visible pero no aborda la tensión interna distribuida. Una prensa enderezadora dedicada proporciona un mejor control que una plegadora reutilizada para nivelación, pero aún así no puede igualar el rendimiento o la profundidad de alivio de tensión de un sistema basado en rodillos.
Nivelar una sola pieza en una prensa enderezadora normalmente requiere hasta 60 minutos y requiere un especialista cualificado para interpretar el comportamiento de la pieza entre pasadas. El método resulta más práctico para placas de espesor superior a 50 mm, donde los niveladores de rodillos pueden carecer de capacidad mecánica, y para producciones de bajo volumen donde no se justifica una inversión en máquina.
Limitaciones a considerar
- No se puede abordar la tensión interna distribuida; solo defectos geométricos visibles en puntos discretos.
- El riesgo de recuperación elástica requiere ciclos de prensado repetidos y tiempos de ciclo prolongados.
- Depende en gran medida del criterio del operador, lo que hace que la repetibilidad entre operadores sea variable.
- No es adecuado para láminas de metal delgadas: una alta concentración de carga local corre el riesgo de dañar la superficie o dejar marcas permanentes.
Nivelación con rodillos: desde enderezadoras simples hasta sistemas de precisión
La nivelación con rodillos es el método de nivelación de chapa industrial más utilizado. La lámina pasa por una serie de rodillos al tresbolillo que la someten a curvaturas alternas de amplitud progresivamente decreciente. Esta deformación elástico-plástica repetida redistribuye las tensiones internas a lo largo de la sección transversal y conduce el material hacia un estado plano uniforme y sin tensiones.
La física básica sigue una onda sinusoidal decreciente: el extremo de entrada aplica el mayor desplazamiento de flexión y cada par de rodillos sucesivos reduce el desplazamiento hasta que el material sale en un estado de tensión casi neutro. La efectividad del proceso depende de tres variables interrelacionadas: diámetro del rodillo, paso del rodillo (espaciado de centro a centro) y profundidad de prensado (penetración) .
Niveladores de rodillos simples (enderezadores)
Los alisadores simples utilizan un mínimo de siete rodillos con diámetros relativamente grandes y espacios amplios. Manejan placas más gruesas y un rango de espesor limitado. Debido a que los rodillos no están apoyados activamente contra la deflexión bajo carga, se curvan bajo presión, produciendo una flexión desigual a lo ancho de la hoja. Los resultados de planitud son adecuados para aplicaciones estructurales generales pero insuficientes para la fabricación de precisión. A menudo se requieren varias pasadas por la máquina y el proceso aún depende de la experiencia del operador para configurar los rodillos correctamente.
Niveladores multirodillos de precisión
Los niveladores de precisión agregan rodillos intermedios y de soporte detrás de los rodillos de trabajo para evitar la deflexión bajo carga. Esto permite diámetros de rodillos de trabajo más pequeños y un paso más ajustado, lo que aumenta el número de ciclos de doblado por unidad de longitud de hoja y mejora la capacidad de la máquina para corregir defectos de onda corta, como ondas de borde y deformaciones centrales. Los sistemas de precisión pueden alcanzar valores de planitud de 0,1 mm/m o mejor — un requisito para hojas de sierra, componentes de estampado de precisión y conjuntos de láminas metálicas de tolerancia fina.
En comparación con los métodos manuales, la nivelación con rodillos reduce drásticamente el tiempo del ciclo. Una pieza que requiere 10 minutos de plegadora o nivelación manual con martillo se puede procesar en menos de un minuto en un nivelador de rodillos de precisión, lo que se traduce en reducciones de costos cuantificables en operaciones de gran volumen.
Máquina laminadora (sistemas de tres rodillos)
La configuración basada en rodillos más simple utiliza tres rodillos desplazados. La hoja se dobla alrededor de los rodillos a medida que pasa y el proceso se repite hasta que la planitud sea aceptable. Este enfoque es eficaz sólo para piezas con defectos de planitud simples y uniformes. No aborda la tensión interna y requiere múltiples repeticiones para cualquier material con una distorsión significativa. Es más adecuado para talleres que manejan correcciones de flexión ligeras a bajo volumen.
Nivelación de tensión
La nivelación por tensión estira la lámina longitudinalmente tirando de ella entre dos carretes de tensión hasta que la tensión aplicada excede el límite elástico del material. A medida que la lámina cede uniformemente en toda su sección transversal, el diferencial de tensión entre las zonas previamente comprimidas y tensadas colapsa y el material sale en un estado plano y de baja tensión residual.
Muchos sistemas industriales de nivelación de tensión combinan el doblado por rodillos con el tensado en un enfoque híbrido: la lámina primero pasa a través de rodillos de doblado para redistribuir la tensión bruta, luego se somete a tensado para lograr la planitud final y la uniformidad del espesor. Esta combinación es particularmente efectiva para aceros de alta resistencia y materiales muy delgados donde los sistemas de solo rodillos tienen dificultades para aplicar suficiente flexión sin dañar la superficie por contacto.
Las mejores aplicaciones para nivelar la tensión.
- Láminas y láminas muy finas donde los pequeños diámetros de los rodillos aún marcan la superficie.
- Calidades de acero de alta resistencia con relaciones de fluencia a tracción cercanas a 1,0, que son difíciles de doblar sin sobrecargar.
- Líneas de procesamiento de bobinas donde el material circula de forma continua y el control de tensión ya forma parte de la arquitectura de la línea.
- Aplicaciones donde la uniformidad del espesor en todo el ancho es tan crítica como la planitud.
El inconveniente es la complejidad y el coste de capital. La nivelación de tensión requiere un control preciso de los carretes de tensión y una calibración cuidadosa para evitar la introducción de nueva tensión longitudinal debido a una tracción desigual. Es menos práctico para nivelar pieza por pieza después del corte y se utiliza principalmente en entornos de procesamiento de bobinas.
Nivelación de laminación en caliente y laminación en frío
La nivelación por laminado en frío pasa la lámina a través de rodillos a temperatura ambiente o cerca de ella, aplicando alta presión que deforma plásticamente el material. Este método no solo corrige la planitud sino que mejora el acabado de la superficie y aumenta las propiedades mecánicas: tanto la dureza como la resistencia a la tracción aumentan debido al endurecimiento por trabajo. Es apropiado cuando la calidad de la superficie es un requisito principal, como en el caso de paneles de carrocería de automóviles o sustratos de ingeniería de precisión. La limitación es que el laminado en frío está restringido a calibres más delgados; Las placas muy gruesas requieren una fuerza excesiva y el efecto de endurecimiento por trabajo puede reducir la ductilidad hasta el punto de afectar el conformado aguas abajo.
La nivelación por laminación en caliente calienta la lámina por encima de su temperatura de recristalización antes de pasarla a través de los rodillos niveladores. La temperatura elevada reduce el límite elástico y aumenta la ductilidad, lo que hace que las placas gruesas sean mucho más fáciles de deformar. El calor también acelera el alivio del estrés. Este enfoque es estándar en el procesamiento primario de acero y en la producción de placas para construcción naval. El costo energético del calentamiento es la principal desventaja operativa, y el tratamiento térmico puede alterar la microestructura del material de maneras que requieren una verificación posterior al proceso para aplicaciones sensibles a las especificaciones.
Nivelación hidráulica de precisión: el estándar industrial moderno
La nivelación hidráulica de precisión representa el estado actual del arte en nivelación de chapa para entornos de producción. A diferencia de los niveladores de rodillos mecánicos donde la fuerza de presión se fija mediante un ajuste de tornillo, un máquina niveladora hidráulica Utiliza cilindros hidráulicos de circuito cerrado para controlar dinámicamente la fuerza de prensado y la separación de los rodillos en todo el ancho de la hoja. Esto permite que el sistema mantenga una energía de flexión constante incluso cuando el espesor del material, el límite elástico o la temperatura varían dentro de un lote de producción.

El principio de funcionamiento sigue siendo la alternancia de flexión elástico-plástica, pero la precisión del accionamiento hidráulico desbloquea capacidades que los sistemas mecánicos no pueden igualar:
- Amplia gama de materiales: Los sistemas hidráulicos pueden procesar materiales desde láminas de cobre ultrafinas de 0,1 mm hasta placas de aleación especial de 60 mm de espesor dentro de una sola familia de máquinas, alternando entre ellas mediante recetas almacenadas.
- Control activo de corona: Los rodillos de soporte detrás de los rodillos de trabajo se ajustan hidráulicamente zona por zona, compensando la deflexión de los rodillos bajo carga y asegurando una flexión constante en láminas anchas, algo fundamental para eliminar las ondulaciones de los bordes y las deformaciones centrales simultáneamente.
- Operación repetible basada en recetas: Los parámetros específicos del material (fuerza, penetración, velocidad) se almacenan y recuperan automáticamente, eliminando la variación de configuración dependiente del operador entre turnos.
- Manipulación de materiales perforados y tratados térmicamente: El control avanzado de la presión de los rodillos zona por zona permite un alargamiento selectivo a lo ancho, lo que permite nivelar materiales que superan a los sistemas más simples: láminas perforadas, piezas en bruto post-tratadas térmicamente y placas de alta resistencia a la tracción.
La diferenciación clave entre los diseños de niveladores hidráulicos radica en la arquitectura de control. Controlar la presión hidráulica por sí solo no equivale al control de circuito cerrado de la posición del rodillo o la fuerza del cilindro. La retroalimentación de posición y fuerza, a través de escalas lineales y celdas de carga, es lo que permite la repetibilidad diaria frente a la variación de la temperatura del aceite, la variación de la respuesta de las válvulas y el desgaste gradual de los componentes. Las máquinas que dependen únicamente del control de la presión producirán resultados consistentes sólo dentro de una banda operativa estrecha.
Para operaciones de producción a granel de componentes automotrices, láminas metálicas de precisión, piezas de ascensores, hojas de sierra y gabinetes electrónicos, la nivelación hidráulica de precisión es el método que hace que las garantías de planitud a nivel de producción sean alcanzables y verificables. Explora toda la gama de aplicaciones industriales donde la nivelación de precisión ofrece una mejora mensurable del proceso.
Nivelación de camilla
La nivelación con camilla utiliza abrazaderas hidráulicas para sujetar la lámina en ambos extremos y tirar de ella en múltiples direcciones simultáneamente hasta que las tensiones internas se igualen mediante una fluencia uniforme en toda la sección transversal. A diferencia de la nivelación por tensión en las líneas de procesamiento de bobinas, la nivelación por bastidor funciona en láminas o placas cortadas individuales y está diseñada para materiales donde los gradientes de tensión longitudinal y transversal necesitan corrección en una sola operación.
El método logra una planitud excelente y un alivio de la tensión residual, pero es más lento que el rodillo continuo o la nivelación por tensión y es más adecuado para aplicaciones de alto valor y bajo volumen, como placas aeroespaciales, piezas estructurales gruesas o láminas de aleaciones especiales donde el costo de la pieza justifica un tiempo de ciclo más largo. Requiere una calibración cuidadosa: un estiramiento insuficiente deja tensión residual; El estiramiento excesivo altera permanentemente las dimensiones y propiedades mecánicas.
Cómo elegir el método correcto de nivelación de chapa metálica
El método de nivelación correcto está determinado por una combinación de propiedades del material, volumen de producción, requisitos de planitud y geometría de la pieza. La siguiente tabla resume los criterios de selección clave de todos los métodos principales.
| Método | Rango de espesor | Idoneidad del volumen | Calidad de planitud | Alivio del estrés | Caso de uso típico |
|---|---|---|---|---|---|
| Martillo / Llama | Cualquiera | 1 a 5 piezas | Bajo/Variable | Parcial (solo local) | Soldaduras, reparación en sitio. |
| Prensa alisadora | > 50 mm típico | lote pequeño | moderado | Parcial (corrección de puntos) | Placa gruesa, deformación visible. |
| Nivelador de rodillos simple | Medio-grueso | Medio | moderado | Limitado | Placa estructural general |
| Nivelador de rodillos de precisión | Delgado-medio | Alto | Alto (≤ 0.5 mm/m) | bueno | Preparación para estampado y corte por láser. |
| Nivelación de tensión | Muy delgado – alta resistencia | Alto (coil line) | muy alto | Excelente | AHSS, procesamiento de láminas y bobinas |
| Nivelación de laminación en frío | delgado | Alto | muy alto | bueno | Paneles de carrocería para automóviles, piezas de precisión |
| Nivelación de laminación en caliente | plato grueso | Alto (mill-scale) | moderado–high | bueno | Acero estructural, placa de construcción naval. |
| Nivelación de precisión hidráulica | 0,1 mm – 60 mm | Alto | muy alto (≤ 0.1 mm/m) | Excelente | Fabricación de precisión, producción de materiales mixtos |
| Nivelación de camilla | Medio-grueso | Bajo-medio | muy alto | Excelente | Placa aeroespacial, aleaciones especiales. |
Lógica de selección práctica
Comience con su material. Si procesa una amplia gama de aleaciones y espesores en una sola instalación, la nivelación hidráulica de precisión es el único método que maneja todo el espectro con una consistencia basada en recetas. Si su operación se limita a una sola familia de materiales con un gran volumen, un nivelador de rodillos de precisión optimizado para esa ventana puede ser más rentable. Para láminas muy delgadas o acero avanzado de alta resistencia en una línea de bobina continua, la nivelación de tensión ofrece los resultados más uniformes. Para correcciones ocasionales de placas gruesas o retrabajos de piezas soldadas, una prensa o una prensa enderezadora sigue siendo la opción práctica.
Luego considere sus procesos posteriores. Si la lámina nivelada se corta con láser, el nivel de tensión residual después de la nivelación es tan importante como la planitud geométrica: el corte térmico liberará cualquier tensión restante. Si se va a estampar o formar con precisión, el requisito dominante es la uniformidad de la planitud en todo el ancho. Definir la sensibilidad aguas abajo antes de seleccionar un método garantiza que el paso de nivelación realmente resuelva el problema en lugar de simplemente moverlo.
Para una comparación más profunda de técnicas y configuraciones de equipos, la guía sobre técnicas de nivelación de metales Cubre detalles adicionales a nivel de herramienta para cada enfoque.
Integración de la nivelación en una línea de producción completa
En la fabricación moderna de chapa metálica, la nivelación rara vez opera como un paso aislado. El mayor retorno de la inversión en nivelación se produce cuando la máquina niveladora se integra en una línea de producción conectada, vinculada al desenrollador aguas arriba, al sistema de corte o estampado aguas abajo y a un sistema de datos central que registra los parámetros del material, los ajustes de fuerza y los resultados de planitud para la trazabilidad.
El manejo de materiales basado en recetas es el mecanismo práctico: cuando cambia el ID del material, el programa de nivelación cambia automáticamente, lo que elimina el tiempo de configuración manual y el riesgo de ejecutar parámetros incorrectos en una nueva aleación o espesor. La retroalimentación de la inspección posterior, donde se utiliza un resultado de medición de planitud para refinar el siguiente ciclo de nivelación, cierra el círculo y permite una mejora continua sin la intervención del operador.
Independientemente del método de nivelación seleccionado, se debe controlar la integridad de la superficie además de la planitud. El marcado de rodillos, la recogida de rodillos contaminados y los microrayones en aleaciones sensibles como el aluminio o el cobre son causas de rechazo que aparecen después de la nivelación, no durante la misma. La disciplina de mantenimiento (limpieza de rodillos, limpieza de aceite, calibración de sensores y verificación periódica de la geometría) es la práctica operativa que mantiene los resultados de nivelación consistentes a lo largo del tiempo.
Para los fabricantes que evalúan soluciones de nivelación hidráulica de precisión para su integración en sus líneas de producción, la descripción general de la aplicación proporciona orientación de configuración por industria y tipo de material.




